 Co., Ltd.")




Biomass Boiler Waste Gas Treatment
Defaee offers targeted multi-pollutant flue gas treatment solutions tailored for complex biomass boiler working conditions. As a reliable manufacturer and supplier, it provides the Biomass Boiler Waste Gas Treatment. It removes dust, sulfur dioxide and nitrogen oxides efficiently, blocks sparks to avoid equipment damage, eliminates white fog, and maintains stable ultra-low emissions with low operational costs.
Flue gas from biomass boilers contains heavy dust, high moisture, tar, sulfur dioxide SO2 and nitrogen oxides (NOx). It also carries open sparks, easily causes filter bag fouling and equipment corrosion.
The standard treatment sequence is: Pretreatment → Dust Removal → Desulfurization → Denitrification → Mist Elimination & White Fog Removal → Discharge.
1. Pretreatment Equipment (Prevent Bag Burnout, Clogging & Reduce Load)
1.1 Flame Arrestor
Function: Trap high-temperature sparks and unburnt carbon particles to protect downstream filter bags from burnout.
Working principle: Stainless steel corrugated plates or labyrinth structure intercept particles via inertial collision.
Performance: Removes over 90% of sparks.

1.2 Cyclone Dust Collector
Function: Separate coarse particles above 50 μm and wood chips in advance to lighten the load on bag filters.
Working principle: Centrifugal force drives large particles to collide with the wall and fall into the ash hopper.
Efficiency: 70%–85%, outlet dust concentration < 500 mg/m³.Features: High temperature resistance, wear resistance, simple structure and no bag fouling risk.

1.3 Flue Gas Conditioning / Inert Powder Injection
Function: Inject limestone or sodium bicarbonate powder to coat sticky tar and dust, avoiding filter bag fouling and caking.
Application: Biomass fuels with high viscosity, high tar content and high water content such as straw, bark and wet wood chips.
2. Dust Removal Equipment (Core Unit for Emission Compliance)
2.1 Pulse Baghouse Dust Collector (Mainstream Solution)
Filter material: PPS/PTFE membrane filter bags (temperature resistance up to 220°C, acid resistance and anti-fouling).
Working principle: External filtration + low-pressure pulse jet cleaning.
Efficiency: ≥99.9%, outlet dust ≤ 10 mg/m³ (as low as 5 mg/m³).
Features: Mature and stable performance, cost-effective. Ideal for small and medium-sized boilers (1–20 t/h).

2.2 Ceramic Filter Tube Dust Collector
Core component: Ceramic catalytic filter tubes (withstand 300–500°C, corrosion resistant and non-fouling).
Working principle: Integrated filtration and catalysis for simultaneous dust removal and denitrification.
Efficiency: Dust removal > 99.9%, denitrification > 95%.
Features: Service life over 5 years. Suitable for high-viscosity, high-sulfur and large-scale boilers (above 20 t/h).

2.3 Wet Electrostatic Precipitator (WESP)
Function: Advanced end treatment for PM2.5, acid mist, tar and heavy metals.
Working principle: High-voltage static electricity combined with water film flushing, no re-entrainment of dust.
Efficiency: Outlet dust ≤ 5 mg/m³, nearly zero dust emission.
Application: Projects requiring ultra-low emission, severe white fog and strong corrosive flue gas.
3. Desulfurization Equipment (SO₂ Removal & Anti-Corrosion)
3.1 SDS Dry Desulfurization (Sodium Bicarbonate Injection)
Working principle: Sodium bicarbonate is injected into high-temperature flue gas and reacts to form dry sodium sulfate powder.
Efficiency: 85%–95%.
Features: No wastewater discharge, low corrosion and small footprint. Suitable for small and medium-sized boilers.

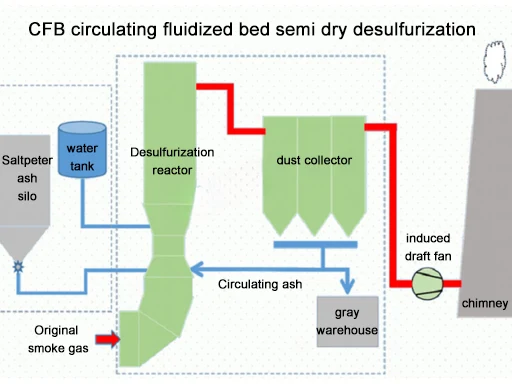
3.2 Circulating Fluidized Bed Semi-Dry Desulfurization
Working principle: Atomized lime slurry reacts with sulfur dioxide inside the reactor.
Efficiency: 85%–95%.
Features: Limited wastewater generation and reusable by-products. Ideal for medium-sized boilers.
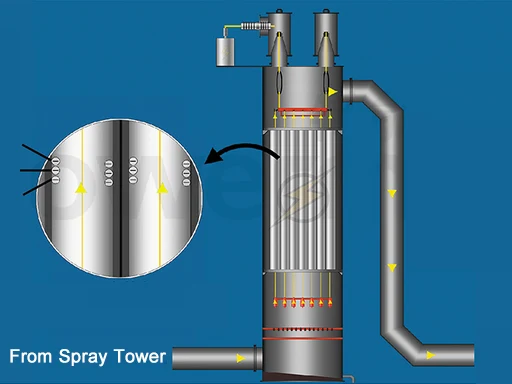
3.3 Wet Desulfurization (Limestone-Gypsum / Alkaline Scrubber)
Working principle: Limestone or sodium hydroxide solution absorbs (SO2) inside spray towers.
Efficiency: 95%–98% with superior desulfurization performance.
Drawbacks: Produces wastewater, carries water droplets and causes severe white fog; anti-corrosion treatment is required.
Application: Large boilers, high-sulfur fuels and projects with strict desulfurization requirements.

4. Denitrification Equipment (NOₓ Removal for Standard & Ultra-Low Emission)
4.1 SNCR (Selective Non-Catalytic Reduction)
Installation: Furnace area at 850–1100°C.Reagent: Ammonia water or urea solution.
Working principle: Ammonia reacts with (NOx) to generate nitrogen and water.
Efficiency: 40%–70%, outlet (NOx) below 150 mg/m³.
Features: Low investment and easy retrofitting. Suitable for small and medium-sized boilers.

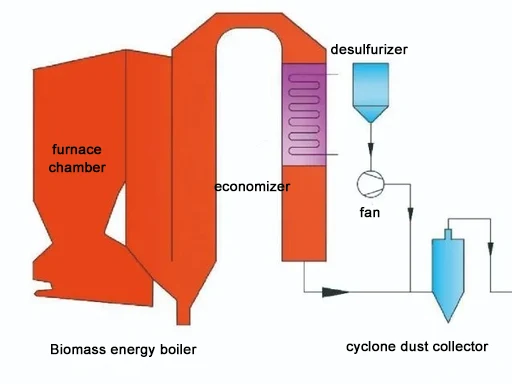
4.2 SCR (Selective Catalytic Reduction)
Installation: After economizer, operating temperature 180–380°C.
Working principle:(NOx) is reduced to nitrogen with ammonia and catalysts.
Efficiency: 80%–95%, meets ultra-low emission standard (below 50 mg/m³).
Drawbacks: High investment, catalyst required and risk of ammonia slip.
4.3 Integrated Dust & NOₓ Removal
Core component: Catalytic filter bags for synchronous dust removal and SCR denitrification.
Operating temperature: 210–230°C.
Efficiency: Dust removal ≥99.9%, denitrification ≥85%.
Features: Small footprint, cost saving and no ammonia slip. Optimized for biomass boilers.
5. Mist & White Fog Removal Equipment
5.1 Condensation White Fog Elimination System
Working principle: Cool flue gas below dew point to condense water vapor into liquid, then reheat flue gas to 50–70°C to prevent white fog reoccurrence.
Effect: Eliminates visible white fog from stacks, removes acid mist and reduces corrosion.

5.2 Ridge / Tubular Mist Eliminator
Function: Remove water droplets and gypsum entrainment after wet desulfurization.
Effect: Mitigate white fog and reduce corrosion of fans and stacks.

6. Auxiliary Equipment (Mandatory for Full System)
· Induced draft fan: Variable frequency, high temperature and corrosion resistant to overcome system resistance.
· Exhaust stack: Corrosion and high temperature resistant, height ≥ 15 m as required by standards.
· Online monitoring system: Tracks particulate matter, (SO2), (NOx), temperature, humidity and oxygen content.
· PLC control cabinet: Automatic operation, differential pressure cleaning, fault alarm and remote data transmission.
7. Recommended Configurations by Boiler Capacity
1–6 t/h (Small Boilers)
Flame arrestor → Cyclone dust collector → PTFE baghouse → SNCR → Condensation white fog elimination
Features: Low investment, stable compliance and simple maintenance.
10–20 t/h (Medium Boilers)
Flame arrestor → Cyclone dust collector → Baghouse → SDS dry desulfurization → Integrated dust & NOₓ removal → White fog elimination
Features: Zero wastewater, ultra-low emission, adapted to high-viscosity biomass flue gas.
Above 25 t/h (Large Boilers / Ultra-Low Emission Projects)
SNCR → Cyclone dust collector → Ceramic filter tube → SCR → Wet desulfurization → WESP → White fog elimination
Features: Collaborative control of multiple pollutants, long-term stable ultra-low emission.
8. Professional Terminology (For Bidding & Promotion)
Equipment Terms
Flame arrestor, cyclone dust collector, pulse baghouse, PTFE/PPS filter bag, ceramic filter tube dust collector, SDS dry desulfurization, circulating fluidized bed semi-dry desulfurization, wet desulfurization, SNCR, SCR, integrated dust & NOₓ removal, catalytic filter bag, WESP, condensation white fog elimination, mist eliminator, induced draft fan, online monitoring, PLC automatic control
Process Terms
Graded purification, pre-dedusting, high-efficiency dust removal, integrated desulfurization & denitrification, multi-pollutant collaborative control, anti-fouling, anti-corrosion, spark interception, low-nitrogen combustion, ultra-low emission, white fog elimination, negative pressure collection, automatic ash cleaning, differential pressure control
Compliance & Value Terms
Emission Standard for Air Pollutants of Boilers, particulate matter, (SO2), (NOx), flue gas opacity, Ringelmann scale, EIA acceptance, discharge permit, environmental inspection, cleaner production, green factory, energy saving, complaint prevention, stable production, low operation cost
Hot Tags: Biomass Boiler Waste Gas Treatment, Manufacturer, Supplier, Factory
Send Inquiry
Contact Info
-
Address
No. 661 Cangchu Road, Jiangbei District, Ningbo City,ZHEJIANG PROVINCE,CHINA
-
Tel
-
E-mail
For inquiries about our products or pricelist, please leave your email to us and we will be in touch within 24 hours.









